Induction Brazing Bourdon Tube
Views Send Enquiry
Objective To braze a thin copper oval tube to a brass fitting at 1400 º F and to cap the other end of the copper tube with a brass plate.
Material Brass fitting – 0.875 in2 and 2.5 in long (22mm2 x 64mm) Copper tube 0.01 in (0.254mm) wall Brass plate 0.10 in (2.54mm) thick and 0.5 in X 0.25 inch Braze alloy shim and white flux
Temperature 1400 ºF (760 °C)
Frequency 320 kHz
Equipment Power of 30kW induction power supply equipped with a remote heat station using two 1.32μF capacitors (total 0.66 μF) Two custom-designed induction heating coils.
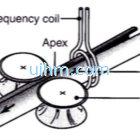
Process A split, 4-turn induction coil is used to deliver the heat energy into the brass fitting (Fig. 1). To prevent over heating of the edges of the brass fitting and the thin copper tube, a smaller coil diameter (Fig. 2) was added to deliver heat into the brass fitting. A braze shim preform is placed at the joint area, and is then covered with white flux. The height of the coil is adjusted to deliver proportional heat to the assembly. This setting raises the temperature of the thicker brass piece and the thin copper tube at the same rate enabling a uniform flow of the braze shim preform. The other end of the copper tube is brazed successfully using a 2-turn helical coil (Fig.3.)
Results/Benefits • Preservation of the copper’s mechanical properties
• Minimized heat migration along both ends of the tube
• Reduced heat-up time (under 60 sec.)

Induction Brazing Bourdon Tube

Induction Brazing Bourdon Tube

Induction Brazing Bourdon Tube
Related Content

induction brazing SS steel by handheld induction coil
high frequency induction welding (HFIW) continuous butt welding of tubes

induction brazing shoe mold

induction brazing drill bit of transformer

induction brazing stator

induction jointing seamless steel tube by 500KHz UHF induction heater

induction brazing top of condenser pipes by pancake induction coil

induction brazing SS steel parts with auto feed system by UHF induction heater
Hot
induction brazing SS steel by handheld induction coil
induction brazing shoe mold
induction brazing drill bit of transformer
customized RF induction heater for brazing works
induction brazing stator
water cooled flexible handheld induction coil for heating SS steel pipe
water cooled flexible handheld induction coil for heating SS steel pipes
UHF handheld induction heater for brazing copper
Newest Comment
No Comment
Post Comment